
锻件近表面缺陷的超声波检测技术研究
南通安丰仪器做为专业的超声波探伤仪等无损检测等设备的生产企业,对于超声波探伤过程中出现的一些技术性的问题作出解答,供大家学习参考。本文主要探讨锻件近表面缺陷的超声波检测技术研究。
1 锻件的检测技术要求
随着现代科学技术的发展,对产品质量的要求越来越高,特别是航空、航天、核电等重要场合的产品。超声检测作为工件内部缺陷检测的有效手段,以其可靠、灵敏度高等优点,在现代无损检测领域占有重要地位。
锻件超声检测时,近表面缺陷容易漏检,原因主要是探头盲区,探头盲区与近表面检测有关。此次研究的目标就是寻求解决减小盲区提高近表面缺陷检测灵敏度的技术方法。

2 检测近表面缺陷的实验器材
由超声检测知识可知,检测近表面缺陷的常用方法有:双晶探头法、延迟块探头法和水浸法。根据检测方法准备了以下实验器材:
(1) 超声波探伤仪1台;
(2) 探头:
双晶直探头,规格为10P10FG5;
延迟块探头,规格为10P10;
水浸聚焦探头,规格为10P10SJ5DJ。
选用以上探头检测近表面小缺陷,是因为:
探头频率高,分辨力好,波长短及脉冲窄,有利于发现小缺陷;
探头尺寸小,入射能量低,阻尼较大,脉冲窄,有利于发现小缺陷。
(3) 试块:
在航空、航天、核电等领域中,重要锻件一般是高强钢,如A-100钢和300M钢,钢的组织都较为均匀。
如果声速相同、组织相近,超声检测用对比试块可以使用其他的钢种进行代替。
资料显示,A-100钢的声速约为5750mm/s,300M钢的声速约为5800mm/s。我们现有的超声波试块,实测声速约为5850mm/s,声阻抗与A-100钢和300M钢的声阻抗较为接近。因此,可使用现有的试块进行实验和研究。
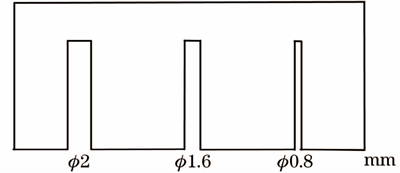
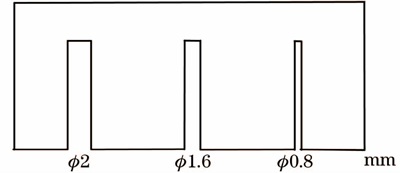
试块编号为:1#,2#,3#;各试块的俯视图均如图1所示,图中的孔均为平底孔,1#,2#,3#试块上的孔到上表面的距离分别为1,2,3mm。试块尺寸见图1。
3 实验方法
3.1 实验1
使用10P10FG5双晶探头分别对1#、2#、3#试块进行测试。
实验结果可见,使用双晶探头能成功检测出2#试块上Φ1.6mm,Φ2mm的平底孔与3#试块上所有的平底孔;但2#试块上Φ0.8mm的平底孔,以及1#试块上所有的平底孔都未能有效地检出。
从图2分析可知,双晶探头聚焦区限制了2#试块上Φ0.8mm及1#试块上所有平底孔的检出。
可以发现:
1、只有当缺陷位于聚焦区内,才能得到较高的反射回波,容易被检出。
2、当缺陷位于聚焦区外,无法被声束扫查到,所以得不到缺陷的回波,因此就很难发现此类缺陷。
3.2 实验2
为解决实验1中,由于双晶探头聚焦区限制造成的,对2#试块上Φ0.8mm及1#试块上所有平底孔无法检出的问题,改用无聚焦的10P10延迟块探头,对2#试块上Φ0.8mm及1#试块上所有平底孔进行测试。
实验结果显示,使用延迟块探头能成功检测出2#试块上Φ0.8mm及1#试块上所有的平底孔。
3.3 实验3
实验1和实验2都是利用直接接触法进行检测,实验3使用10P10SJ5DJ水浸聚焦探头,利用水浸法分别对1#、2#、3#试块进行测试,结果未能检测出1#、2#、3#试块上所有的平底孔。
究其原因是因为:水/钢之间介质的声阻抗不同,造成水/钢产生界面波;并且超声波从水中经过,水对超声的衰减,造成了超声能量的降低;这样,需要提高脉冲发射强度来解决。但脉冲发射强度提高的同时,脉冲自身又变宽了,造成近场干扰加大;因此,在声束由水进入钢时声束又会形成发散,无法分辨接近表面的小缺陷,也就未能检测出试块中的平底孔。
4 总结
总结一下,我们发现:对于近表面小缺陷的检测,为了兼顾检测灵敏度和检测盲区,采用高频窄脉冲延迟块探头的检测效果最佳。高频窄脉冲延迟块探头才是近表面小缺陷检测的紧箍咒,使它无所遁形。
相关资讯




同类文章排行
- 安丰仪器专业定制各种型号的爬波探头
- 安丰进口:Sonic1200M轻型数字超声波探伤仪
- 美国进口泛美Panametrics-NDT EPOCH XT超声波探伤仪
- 安丰仪器:接触式超声波探头
- 安丰仪器生产的超声波探头汇总
- 安丰AF-2200全数字智能超声波探伤仪
- 安丰AFS-3钢丝绳无损探伤仪
- 机头无线旋转式超声波自动化探伤系统
- 钢管涡流自动化在线探伤系统–安丰自主研发
- 奥林巴斯EPOCH1000系列数字式超声波探伤仪
最新资讯文章
- 无损检测在民用航空维修中的应用
- 超声波技术,开启3D打印纤维增强复合材料的新时代
- 检验检测将首次纳入国家战略性新兴产业重点产品和服务指导目录
- “健康果”甲醛浓度检测仪一秒就能测出甲醛浓度
- 工信部新批425项标准 110项与仪器分析相关
- 全国无损检测学会制定《中国无损检测2025发展路线图》
- 无损检测标准宣贯会将于10月30日在上海举行
- 荷兰MPR推出移动式超声波螺旋桨缺陷检测系统
- 超声波检测中缺陷大小的定量方法
- 压力容器薄板焊缝超声波探伤探头的选择
Warning: Use of undefined constant date - assumed 'date' (this will throw an Error in a future version of PHP) in /www/wwwroot/ntafyq.com/wp-content/themes/ztnew/single-wz.php on line 156
联系我们
南通安丰仪器有限公司
手机:13806297809
电话:0513-81555150
传真:0513-81555150
网址:www.ntafyq.com
邮箱:sujhua@163.com
地址:南通市越江路23号